Diamond Blade Technical Facts
Published on
March 12, 2024 at 10:33:09 AM PDT March 12, 2024 at 10:33:09 AM PDTth, March 12, 2024 at 10:33:09 AM PDT
What is a Diamond Blade
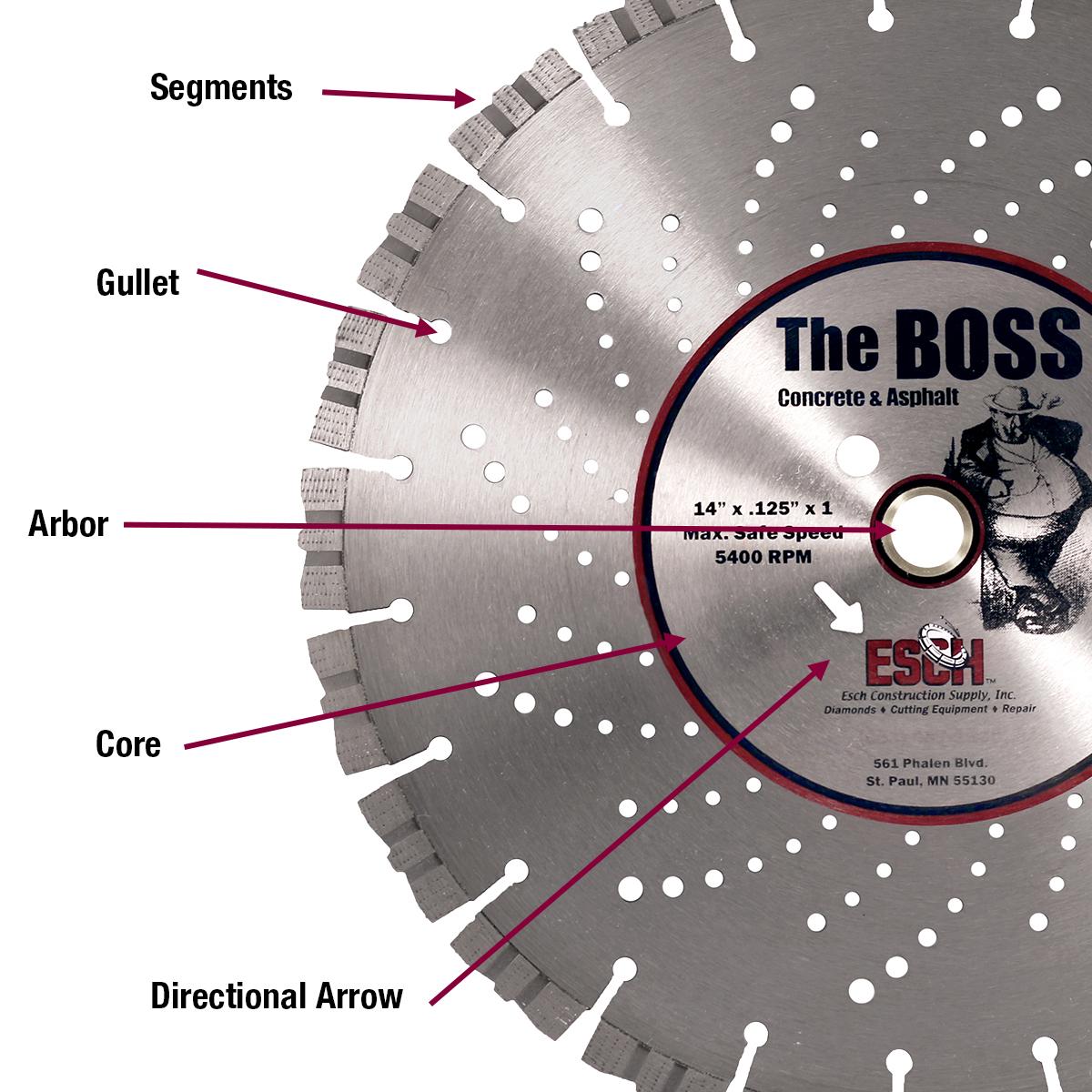
A Diamond Blade is a circular steel disc with a diamond-bearing edge. The edge of the blade may be smooth or textured, continuous rim, or a segmented rim with smaller, individual sections. The blade core is a precision-made steel disc and may have a continuous or slotted rim. The slots (also called "gullets") provide faster cooling by allowing water or air to flow between the segments. The slots also allow the blade to flex under cutting pressure.
Most blade cores are tensioned at the factory, so the blade will run straight at cutting speeds. Proper tension also allows the blade to remain flexible enough to bend slightly undercutting pressure and "snap" back into position.
Diamond segments or rims are made up of a mixture of diamonds and metal powders. The diamond used in blades is almost exclusively manufactured and is available in various grit sizes and quality grades.
In the manufacturing process, the metal powder and diamond grit mixture is melted at high temperatures to form a solid metal alloy (called the bond or matrix) in which the diamond grit is suspended. The segment or rim is slightly wider than the blade core. This side clearance allows the cutting edge to penetrate through the material.
To attach the diamond rim or segments securely to the steel core, several different processes are used.
Diamond Blade Rim Types
1) Brazed - Silver solder is placed between the segment or rim and the core. At high temperatures, the solder melts and bonds the two parts together
2) Laser welded - The diamond segment and steel blade core are welded (fused) together by a laser beam
3) Mechanical bond - A notched, serrated or textured blade core may by used to "lock" the diamond rim or segments onto the edge of the blade. Mechanical bonds usually also include brazing or other metallurgical bonding processes to hold the rim or segments in place
* This information applies to diamond blades, diamond bits and other diamond grinding wheels
How Do Diamond Blades Work?
Diamond blades don't really "cut" like a knife… they grind. During the manufacturing "break-in" (grinding) process, individual diamond crystals are exposed on the outside edge and sides of the diamond segments or rim. These exposed surface diamonds do the grinding work.
The metal "matrix" locks each diamond in place. Trailing behind each exposed diamond is a "bond tail" (also called "comet tail"), which helps support the diamond.
While the blade rotates on the arbor shaft of the saw, the operator pushes the blade into the material. The blade begins to cut through the material, while the material begins wearing away the blade.
Exposed, surface diamonds score the material, grinding it into a fine powder. Embedded diamonds remain beneath the surface. Exposed diamonds crack or fracture as they cut, breaking down into even smaller pieces. Hard, dense materials cause the diamonds to fracture even faster. The material also begins to wear away the metal matrix through abrasion. Highly abrasive materials will cause the matrix to wear faster.
This continuous grinding and wearing process continues until the blade is "worn out". Sometimes, small unusable parts of the segments or rim may remain. It is important to understand that the diamond blade and the material must work together (or interact) for the blade to cut effectively.
For a diamond blade to work properly, the diamond type, quality, and grit size must be suited for the saw and the material. The metal matrix must also be "matched" to the material.
Blades for cutting hard, dense (less abrasive) materials (tile, hard brick, stone, hard-cured concrete) require a softer metal matrix. The softer metal matrix wears faster, replacing worn-out diamonds fast enough for the blade to keep cutting.
Blades for cutting soft, abrasive materials (block, green concrete, asphalt) must have a hard metal matrix to resist abrasion and "hold" the diamonds longer.
Diamond Blade Performance
Blade performance is a combination of both cutting speed and blade life. Selecting the right blade (for the saw, the material and the job) is the most important factor in getting maximum performance. Many other variables also affect blade performance. Changing any variable will have an effect on cutting speed and blade life. Read more about Variables That Affect Diamond Blade Performance.
Cutting Speeds and Depths
Speed, life, and cutting depth are important factors in matching the diamond tool to the equipment and the job. Check out our blog that displays the maximum cutting depth of your diamond blade based on the diameter of the blade.
Maximize Diamond Blade Cutting Efficiency
Factors Involving Concrete
When cutting concrete, several factors influence your choice of diamond blades. These include compressive strength, hardness of the aggregate, size of the aggregate, type of sand, steel reinforcing and green or cured concrete.
The guidelines in this section are for general reference only. Your best source for information on the characteristics of the concrete you are cutting is from the original contractor. Contact your local Department of Transportation or City Hall for help in tracking down this information.
Compressive Strength
Concrete slabs may vary greatly in compressive strength, measured in pounds per square inch (PSI). Most concrete roads are 4-6,000 PSI, while typical patios or sidewalks are about 3,000 PSI.
Hardness of Aggregate
There are many different types of rock used as aggregate. Hardness often varies even within the same classification of rock. For example, granite varies in hardness and friability.
The Mohs scale is frequently used to measure hardness. Values of hardness are assigned from one to ten. A substance with a higher Mohs number scratches a substance with a lower number - higher Mohs scale numbers indicate harder materials. Most aggregates fall into the 2 to 9 range on the Mohs scale.
Aggregate hardness is one important factor when cutting concrete. Because hard aggregate dulls diamond grit more quickly, segment bonds generally need to be softer when cutting hard aggregate. This allows the segment to wear normally and bring new, sharp diamond grit to the surface. Softer aggregate will not dull diamond grit as quickly, so harder segment bonds are needed to hold the diamonds in place long enough to use their full potential.
Size of the Aggregate
The size of the aggregate affects diamond blade performance. Large aggregates tend to make a blade cut slower. Smaller aggregates tend to make a blade cut faster.
Type of Sand
Sand is part of the aggregate mix, and determines the abrasiveness of concrete. "Small aggregate" is usually sand. Sand can either be sharp (abrasive) or round (non-abrasive). To determine the sharpness of sand, you need to know where the sand is from. Crushed sand and bank sand are usually sharp; river sand is usually round.
Green concrete is more abrasive than cured concrete. When the concrete is not fully cured sand can more easily be scraped off the surface being cut. More loose sand means more abrasiveness.
Amount of Steel Reinforcing (Rebar)
Heavy steel reinforcing tends to make a blade cut slower, while less reinforcing tends to make a blade cut faster. "Light" to "heavy" rebar is a very subjective term.
Green or Cured Concrete
The drying or curing time of concrete greatly affects how the material will interact with a diamond blade. Green concrete is freshly poured and has set up, but is not yet fully cured. It is softer and more abrasive than cured concrete. You need a harder bonded blade with undercut protectors to cut green concrete. You need a softer bonded blade to cut the same concrete in a cured state.
Typically, concrete defined as "green" is six hours from pour or younger, but this can vary widely. Weather, temperature, moisture in the aggregate, time of year and the amount of water in the mix all influence curing time. Also, additives in most new concrete can either shorten or extend curing time. Consult your mix design to find the relative curing time for your job. As soon as wet concrete sets up and does not spall or ravel, green cutting can begin.
Dressing the Blade
Even though diamonds are the hardest substance known to man, they will eventually wear down and become dull. The material being cut should have enough abrasiveness to wear away some of the bonding matrix material to expose a new diamond grit. As the old diamond is worn away, a new diamond will take over the task of cutting.
Sometimes the material being cut is not abrasive enough to expose a new diamond. If the blade is not sharpened, it will rub against the surface resulting in heat build-up in the core. To prevent this it is necessary to Dress the Wheel.

To dress the wheel it is necessary to cut something that is abrasive in order to expose the new diamond grit. Good results can be achieved by cutting a concrete block or asphalt. Cut approximately 10-20 feet to adequately dress the blade.
Indications that the blade needs dressing are:
1) The diamonds in the matrix appear shiny because they are worn flat.
2) The blade stops cutting or noticeably slows down.
Always let the blade do the cutting. There is no need to apply excessive force on the part of the operator of the articular saw being used.