



Diamond Blade Technical Facts
Published on
March 12, 2024 at 10:33:09 AM PDT March 12, 2024 at 10:33:09 AM PDTth, March 12, 2024 at 10:33:09 AM PDT
What is a Diamond Blade
A diamond blade is a circular steel disc with a diamond-bearing edge, designed for cutting through tough materials such as concrete, asphalt, and stone. The blade's edge can be smooth, textured, continuous, or segmented, depending on its intended application.
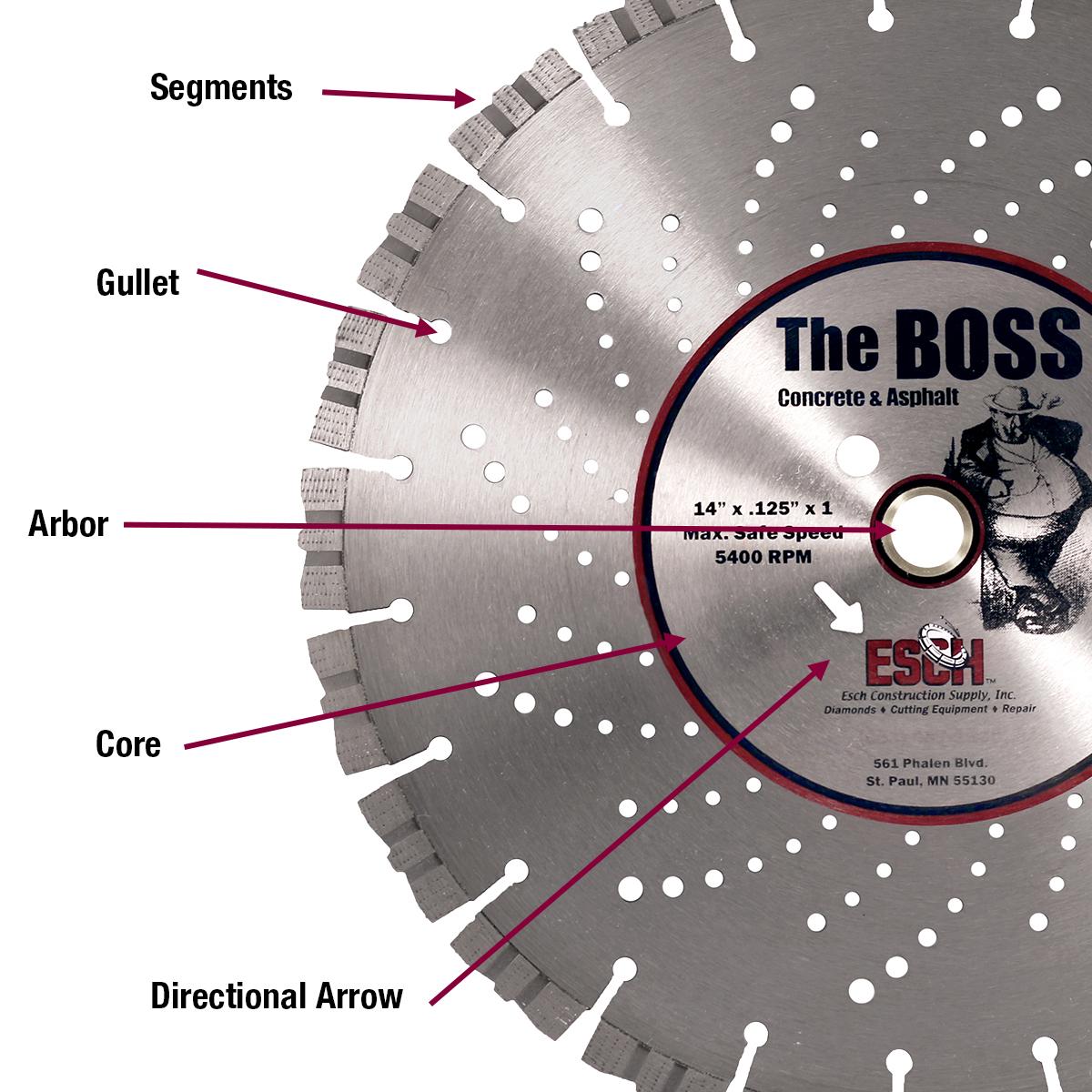
The core of a diamond blade is a precision-engineered steel disc, which may have continuous or slotted rims. These slots, also known as "gullets," facilitate faster cooling by allowing water or air to flow between the segments. They also help the blade flex under cutting pressure, reducing the risk of warping.
Most diamond blade cores are factory-tensioned to ensure straight, stable cutting at high speeds. Proper tensioning allows the blade to flex slightly under pressure and return to its original shape.
How Are Diamond Blades Made?
The cutting segments or rims of a diamond blade are composed of synthetic diamond grit embedded in a metal bond. The quality and grit size of the diamond material vary depending on the blade's intended use.
During manufacturing, metal powder and diamond grit are combined and heated at high temperatures to form a solid alloy known as the bond or matrix. This bond securely holds the diamond particles in place and determines the blade's performance characteristics. The diamond segments or rims are slightly wider than the blade core, providing clearance to cut through the material efficiently.
Methods for Attaching the Diamond Edge
Several techniques are used to bond the diamond edge to the steel core:
1. Brazed: A silver solder layer is applied between the segment and the core. When heated, the solder melts and securely bonds the two components.
2. Laser Welded: A laser fuses the diamond segment directly to the steel core, creating a strong, high-performance bond.
3. Mechanical Bond: A notched, serrated, or textured blade core mechanically locks the diamond segments in place. This method is often combined with brazing or other bonding techniques for added durability.
These bonding methods also apply to diamond bits and grinding wheels.

How Do Diamond Blades Work?
Unlike traditional cutting tools, diamond blades do not cut by slicing. Instead, they grind through materials using exposed diamond particles along the blade edge.
During operation, the diamond blade rotates at high speeds while being pressed into the material. The exposed diamonds grind away the surface, breaking it down into fine particles. As cutting continues, the material gradually wears down the metal bond, exposing new diamond grit to maintain cutting efficiency.
Harder, denser materials accelerate diamond wear, while softer, more abrasive materials wear down the metal bond faster. This process continues until the blade is worn out, though small, unusable remnants of the segments may remain.
To optimize cutting performance, the diamond type, quality, grit size, and bond matrix must match the material being cut and the saw being used:
• For hard, dense materials (e.g., tile, hard brick, stone, cured concrete), a softer metal matrix ensures continuous diamond exposure.
• For soft, abrasive materials (e.g., asphalt, green concrete, block), a harder metal matrix resists wear and retains the diamonds longer.

Maximizing Diamond Blade Performance
Diamond blade performance is measured by cutting speed and blade life. Selecting the right blade for the material and saw type is crucial to achieving maximum efficiency. Factors that affect performance include:
• Blade size and design
• Cutting depth and speed
• Material properties (abrasiveness, hardness, moisture content, etc.)
For more details, read our guide on Variables That Affect Diamond Blade Performance.
Cutting Speeds and Depths
The cutting speed, blade life, and maximum cutting depth depend on blade diameter, material type, and saw power. Check out our blog that displays the maximum cutting depth of your diamond blade based on the diameter of the blade.
 Key Considerations When Cutting Concrete
Key Considerations When Cutting Concrete
When selecting a diamond blade for concrete, consider the following material properties:
Compressive Strength
Concrete compressive strength, measured in PSI (pounds per square inch), influences blade selection. High-strength concrete (4,000-6,000 PSI) requires different blades than lower-strength slabs (e.g., sidewalks at ~3,000 PSI).
Aggregate Hardness
The hardness of the aggregate material affects blade wear. Aggregates vary in hardness, even within the same category. For example, granite can range in hardness and friability.
A common reference for hardness is the Mohs scale, which ranks materials from 1 (soft) to 10 (hard). Most aggregates fall between 2 and 9. Hard aggregates require softer blade bonds to maintain cutting efficiency.
Aggregate Size
Larger aggregates slow down cutting, while smaller aggregates allow for faster cuts. Blade selection should account for aggregate size to optimize performance.
Sand Type
Sand, a key component of concrete mix, affects abrasiveness. Sharp sand (from crushed or bank deposits) increases abrasiveness, while round sand (typically from rivers) reduces it. Green concrete, which contains more loose sand, is more abrasive than fully cured concrete.
Steel Reinforcement (Rebar)
Heavily reinforced concrete slows down cutting, requiring a blade designed for metal resistance. Light reinforcement allows for faster cutting speeds.
Green vs. Cured Concrete
The curing stage significantly affects how a diamond blade interacts with concrete:
• Green concrete (typically within six hours of pouring) is softer and more abrasive, requiring a harder bond with undercut protection.
• Cured concrete is harder and requires a softer bond for efficient cutting.
Environmental factors—such as temperature, humidity, and water content—impact concrete curing times. Consult project specifications or local construction authorities for precise curing information.
Dressing the Blade
Even though diamonds are extremely hard, they eventually wear down. If the cutting material is not abrasive enough to expose new diamonds, the blade may become dull and stop cutting effectively. To restore performance, dressing the blade is necessary.
Signs That a Blade Needs Dressing:
1. The diamond segments appear shiny due to worn-down grit.
2. The blade significantly slows down or stops cutting.

How to Dress a Diamond Blade
To expose fresh diamond grit, make several cuts (10-20 feet) in an abrasive material such as a concrete block or asphalt. This process removes worn-down material and restores cutting efficiency.
Best Practices for Cutting with Diamond Blades
• Let the blade do the work. Avoid excessive force; the saw’s weight and rotation should generate the necessary cutting pressure.
• Match the blade to the material. Use the correct bond type and segment design for optimal performance.
• Use proper cooling methods. Wet cutting reduces heat buildup and extends blade life.
By following these guidelines, you can maximize the efficiency, longevity, and performance of your diamond blades for any cutting application.
Why a Better Diamond Blade Is Worth the Investment
When it comes to cutting concrete, asphalt, or other hard materials, selecting the right diamond blade is one of the most important decisions you can make. With so many options available—ranging from economy to premium grades—it can be tempting to go for the lowest price. But short-term savings often lead to higher long-term costs. The right premium blade improves safety, productivity, and cutting quality while reducing downtime and risk
Kickback Safety: How to Prevent Injuries When Using Cut-Off Saw - General Diamond Blade Safety
Reactive forces can occur any time a cutting wheel is spinning. The same power that lets a blade chew through concrete, asphalt, or pipe can work against you if the wheel slows or stops. When a wheel binds or pinches, those forces can act instantly and throw the saw out of your control, which can lead to serious injury.
What’s the Difference Between a Concrete Diamond Blade and an Asphalt Diamond Blade?
Whether you're cutting concrete or pavement, using the right blade matters. If you’ve ever asked, "What is the difference between a concrete diamond blade and an asphalt diamond blade?"
Turbo Diamond Blades for Mortar: Clean, Fast Cuts Every Time
Our small diameter turbo blades, ranging from 4" to 8", are built to handle the full spectrum of mortar hardness with fast, clean, and consistent cuts.
Best Practices for Using Abrasive Wheels
Ensuring safety and efficiency when working with abrasive wheels requires adherence to specific guidelines. The following best practices will help maintain optimal performance and safety standards.